


| Medical Label | |
| Shape | Customized |
| Materials | Paper, PP, PVC, PET ,PC, Metal |
| Performance | Compliance, High clarity, Durability, Accuracy |
| Colour | Pantone and RAL color matching system |
| Adhesive | 3m Adhesive, Strong Adhesive, Normal Adhesive |
| Surface Finishing | Glossy, Matt, UV, Silver or Gold Hot Stamping |
| Printing | Screen Printing, Offset Printing, Digital Printing |
| Thickness of Epoxy | 0.1~0.3mm |
What is A “Medical Label”?
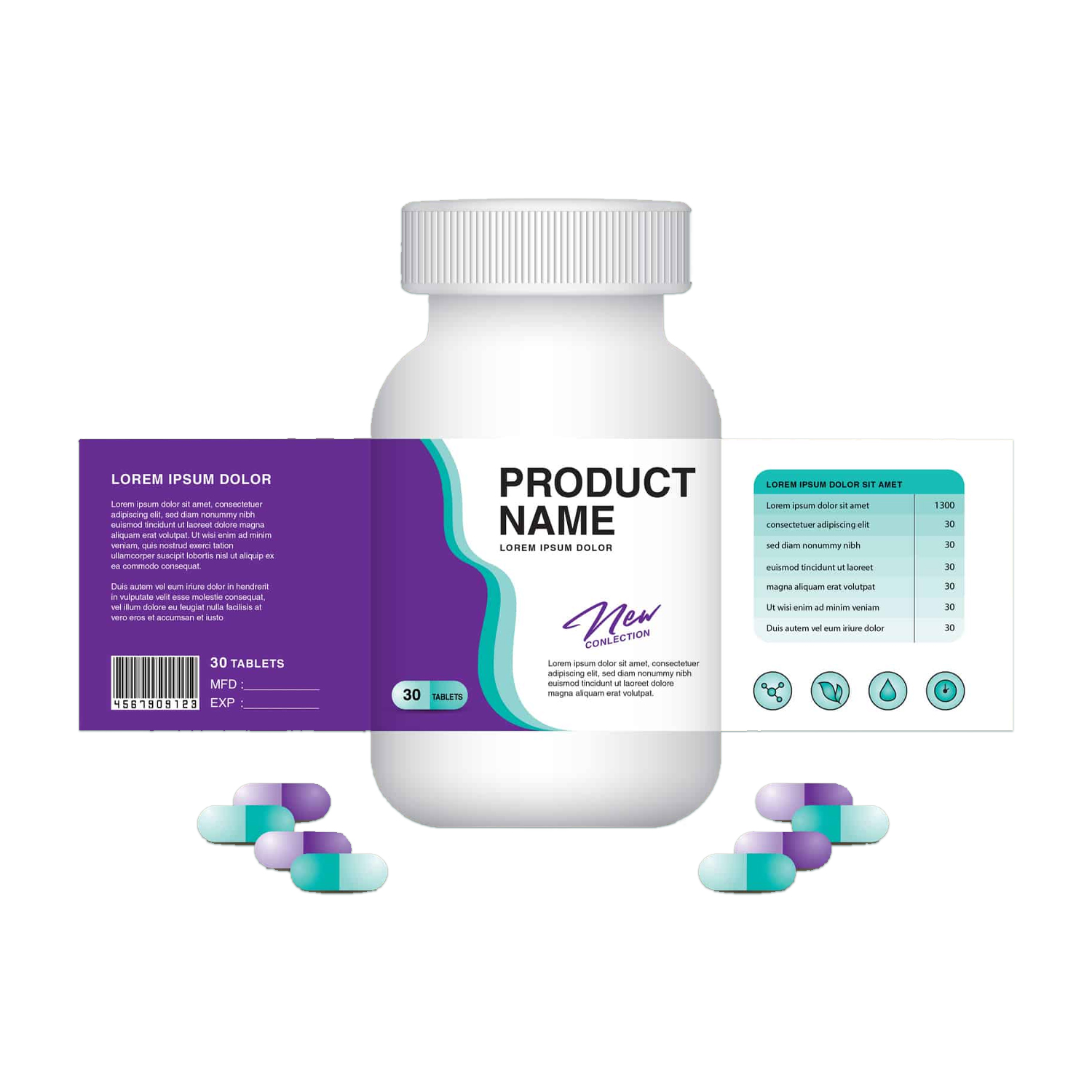
Medical label refers to the text, graphics or symbols attached to medical devices, drugs or other medical supplies to identify product features, provide use guidance, warning information, and reflect the main technical features of the product. These labels are essential to ensure the safe use and effective administration of medical products, as well as the health of patients.
The medical label includes product name, model, manufacturer’s name and address, production date, expiration date (if any), etc. These information help to identify the source and basic information of the product. The medical label can provide detailed guidance on the use method, dosage, frequency and other aspects of the product to ensure that users can use the product correctly and safely.
In the medical field, the accuracy and standardization of labels are of Paramount importance. Incorrect labeling information can lead to patient misuse of products, delayed treatment and even safety incidents. Therefore, governments and regulatory agencies have put forward strict requirements for the development and implementation of medical label stickers to ensure the safety and effectiveness of medical products.
Features & Benefits of Medical Label Include:
Product Features
Detailed and accurate information:
The medical label usually contains the name of the drug, the dosage, the method of administration, the expiration date, the manufacturer, the lot number, and any necessary warnings or precautions. The accuracy of this information is essential to prevent medication errors.
Strong durability:
Medical labels need to be able to withstand a variety of challenges in the medical environment, including moisture, chemicals and cleaners. Therefore, they are usually made of high-quality materials to ensure the durability and readability of the information.
Compliance with regulatory requirements:
Medical labels must comply with the regulations of national and local drug regulatory agencies, such as the FDA (U.S. Food and Drug Administration). This includes requirements for information formatting on labels, font size, color coding, and more.
Customizability:
Medical labels can be tailored to the specific needs of a healthcare institution, such as adding a specific hospital logo, patient information, or bar code. This flexibility allows labels to be better integrated into the workflow of healthcare organizations.
Traceability:
Through information such as batch numbers and expiration dates, medical labels help to achieve traceability of medicines. In the event of a drug recall or adverse event, this information is critical to quickly locate the problem batch and take action accordingly.
Product Benefits
Improve patient safety:
Clear, accurate medical labels help reduce medication errors, thereby protecting patient safety. When health care providers or patients can easily identify drug information, they are more likely to use the drug in the right dosage and manner.
Improve work efficiency:
Standardized and customized medical labels can simplify the drug administration and distribution process. Health care providers can find needed medications faster and spend less time searching for medications and checking information.
Reduce error costs:
By reducing medication errors and other errors related to medication administration, medical labeling helps reduce costs for healthcare organizations. These costs can include the cost of refilling prescriptions, longer hospital stays for patients and possible legal action.
Enhance patient trust:
Professional medical labels can enhance patients’ trust in medical institutions and staff. When patients see clear, accurate labels, they are more likely to trust the treatment and services offered by the healthcare facility.
Compliance with regulatory requirements:
Compliance with drug regulators is critical for healthcare organizations. By using medical labels that meet regulatory requirements, healthcare organizations can ensure that they are protected from fines and other legal consequences.
To sum up, medical labels play an indispensable role in the medical industry. By providing detailed, accurate information, enhanced durability, regulatory compliance, customizability, and traceability, they provide many benefits for patient safety, productivity, and regulatory compliance. They play a vital role in the healthcare industry, not only providing critical information about medicines, but also ensuring patient safety, improving work efficiency and meeting regulatory requirements. Here are the main features and benefits of medical labels.
BX Panel Medical Label Technical Information
- Pre-press preparation
Design manuscript production:
Make and modify the original medical label according to customer needs and production equipment process characteristics.
The clarity, color accuracy and rationality of the content layout of the medical label should be considered in the design.
Plate production:
After the original design is completed, the printing plate is made.
In the process of plate production, it is necessary to pay attention to the number of network cables (such as 150 lines/inch), the minimum area rate of relief printing (such as 3%) and other parameters.
After the printing plate is completed, it is cleaned and stored to ensure that the printing plate does not deform and has good toughness.
Equipment inspection:
Before printing, complete inspection of the printing equipment, including ink supply system, impression roller and UV curing system.
Ensure that the equipment is in good condition to ensure the smooth printing process.
- The printing process
Ink preparation:
Make accurate ink allocation according to the color requirements of the medical label manuscript.
When dispensing ink, it is necessary to follow the principle of three primary colors change, and minimize the use of different colors of ink to improve the gloss and printing effect of ink.
Printing on machine:
Install the prepared ink and the produced plate on the press.
Adjust the main parameters of the printing press, such as the amount of ink and pressure.
In the printing process, it is necessary to closely monitor the printing effect to ensure that the ink color of the print is consistent and the overprinting is accurate.
Self-examination:
In the printing process, the operator needs to carefully carry out independent checks to check whether the text content, color, etc., is accurate.
The products that complete the printing process should make quality identification records for subsequent traceability.
3.Post-printing processing
Die cutting process:
Die-cut according to the size requirements of medical label.
Adjust the die-cutting pressure during die-cutting to ensure that the label edge is smooth and free of burrs.
Quality inspection:
Quality inspection of the printed medical label, including color, clarity, overprinting accuracy, etc.
Manual inspection or automatic label quality inspection equipment can be used for detection to improve the efficiency and accuracy of detection.
Clean-up work:
After the printing is complete, clean and maintain the printing equipment to ensure that the equipment is in good condition for next use.
At the same time, different batches of medical labels should be placed separately in an orderly manner to avoid confusion.
- Precautions
Compliance with the code:
In the printing process, it is necessary to strictly abide by the relevant laws and regulations and industry standards to ensure the legitimacy and compliance of the label.
Environmental protection materials:
Try to choose environmentally friendly, recyclable materials for printing to reduce the impact on the environment.
Quality control:
In the printing process, the quality of each link needs to be strictly controlled to ensure the quality and reliability of the final product.
Information Security:
Ensure that the information on the medical label is not disclosed to unauthorized personnel, and protect the information security of customers.
Through the above process, the printing quality and efficiency of medical label can be ensured to meet the needs of customers.
- Back adhesive
According to the use of the product environment and requirements, choose the appropriate type of back adhesive, such as waterproof, temperature resistance, super bonding, etc. We offer 3M, Crown, Soken, Nitto, Sony, Luxking and other adhesive brands.
What Industries Use Medical Label?
- Healthcare
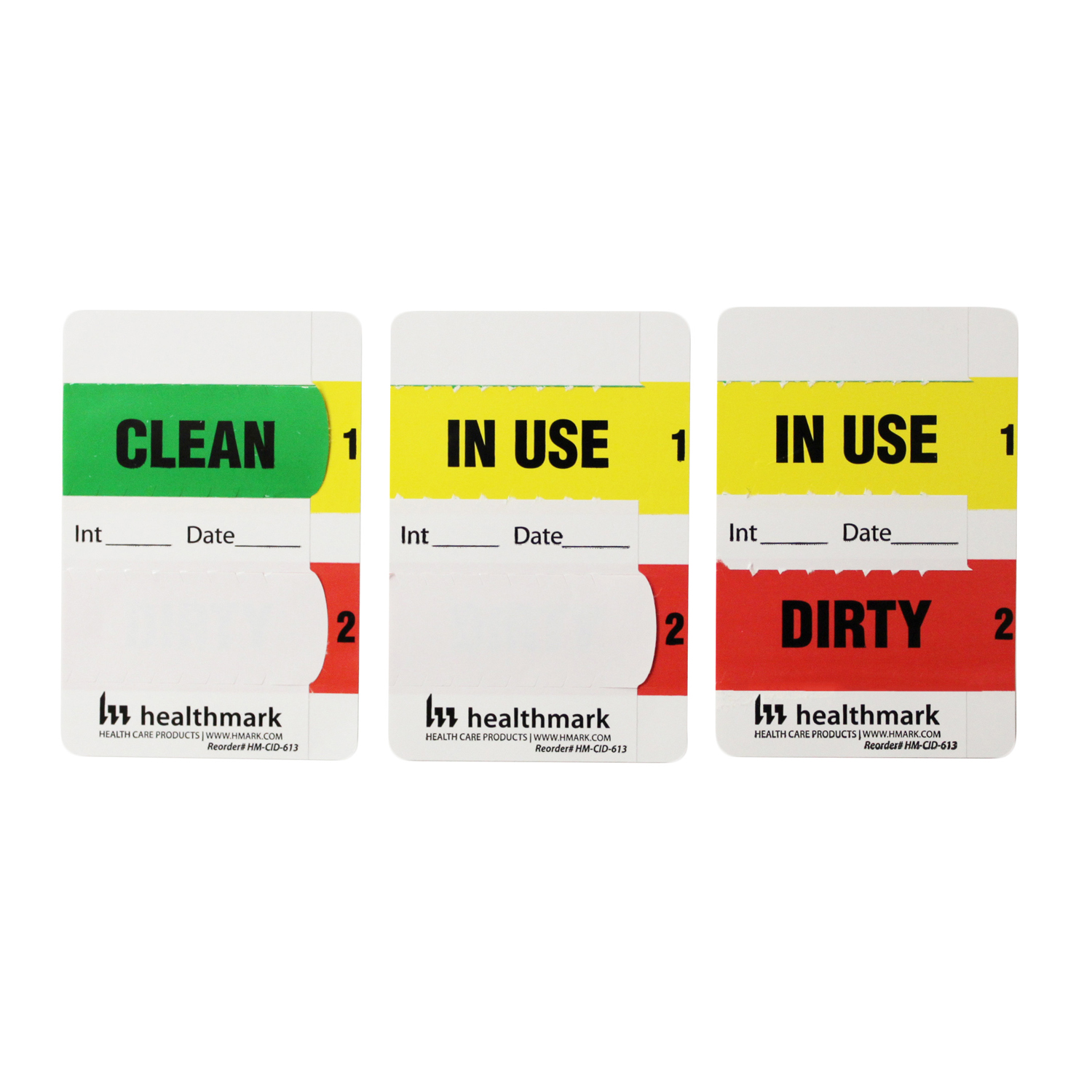
Medical institutions: including hospitals, clinics, nursing homes, etc. These institutions make extensive use of medical labels in drug administration, patient identification, and medical record management. Medical labels usually contain key information such as drug name, dosage, usage, and expiration date, which helps medical personnel to quickly and accurately identify and use drugs to ensure patient safety.
Drug manufacturers: When manufacturing drugs, drug manufacturers need to attach medical labels on the drug packaging to provide detailed information about the drug. This information is essential for the safe use of drugs by patients, and is also an important basis for drug supervision by drug regulatory authorities.
- Medical device industry
Medical device manufacturers: When producing and selling medical devices, medical labels are needed to identify the name, model, specification, production date, expiration date and other information of the product. This information helps medical personnel to quickly and accurately understand the performance and use of medical devices when using them, ensuring the safety and effectiveness of the medical process.
- Laboratories and research institutions
Biological laboratory: Medical labels are used to identify samples, reagents and other items during biological experiments and scientific research. This helps researchers quickly and accurately identify and use needed items in complex experimental environments, avoiding confusion and errors.
Medical research institutions: In the process of medical research, medical labels are also used to record patient information, experimental data and other key content. These labels provide reliable data support for medical research and help promote the development of medical science.
- Public health and epidemic prevention services
CDC: In epidemic control and public health events, medical labels are used to identify critical items such as vaccines and testing reagents. This will help ensure the safety and effectiveness of vaccines and testing reagents, and provide a strong guarantee for epidemic prevention and control.
- Other related fields
Drug wholesale and retail enterprises: In the process of drug wholesale and retail, medical labels are used to identify the source, destination and other information of drugs, which helps to achieve drug traceability and management.
Medical waste disposal organization: In the process of classification, treatment and transportation of medical waste, medical labels are used to identify the type and source of waste, which helps to achieve the safe disposal of medical waste and environmental protection.