



| LED Backlighting Membrane Switch | |
| Working voltage | ≤50V (DC) |
| Working current | ≤100mA |
| Contact resistance | 0.5~10Ω |
| Insulation resistance | ≥100MΩ (100V/DC) |
| Substrate withstand voltage | 2KV (DC) |
| Rebound time | ≤6ms |
| Insulation voltage | 100V/DC |
| Reliability service life | 1 million times |
| Close displacement | 0.1~0.4mm (non-tactile type) , 0.4~1.0mm (tactile type) |
| Migration of conductive | 10MΩ/50VDC between two wires after 56 hours at 55℃, temperature 90% |
| Working temperature | -20℃~+70℃ |
| Storage temperature | -40℃~+85℃, temperature 95%±5% |
| Materials | PET ,PC,PMMA, Metal or other materials as per your requirements |
| Colour | Pantone and RAL color matching system |
| Adhesive | 3M,Nitto,Tesa,Epoxy Resin,etc… |
| Printing | Screen Printing, Digital Printing, UV Printing |
| Thickness of Epoxy | 0.25-10.0mm |
What is a “LED Backlighting Membrane Switch”?
“Membrane Switches with LED Backlighting” refers to membrane switches equipped with LED backlighting systems. This switch not only has the basic function of a thin film switch, but also enhances the visual effect and operability of the user interface through LED backlight technology.
The film switch is an electronic switch made of polyester, polycarbonate and other film materials, which realizes the circuit on and off by changing the key pressure. “Membrane Switches with LED Backlighting” is based on this, adding LED backlighting elements, so that the keys can be clearly visible in low-light or completely dark environments.
In addition to the basic on-off circuit function, LED backlighting offers the following advantages:
Improved visibility: In dark environments, the LED backlight illuminates the keys, allowing users to clearly see the position and status of each key.
Enhanced aesthetics: LED backlighting can enhance the visual effect of the product through different colors of light, improving the overall beauty.
Improve the user experience: The backlight design makes the user more convenient and fast when operating, reducing the possibility of misoperation.
Features & Benefits of LED Backlighting Membrane Switch Include:
Product features:
Membrane Switches with LED Backlighting: Membrane switches with LED backlighting provide uniform backlighting to improve visibility in low light or dark environments. LEDs can be programmed to emit different colors, adding visual appeal to the product.
Customizable design: Film switches can be designed to fit a variety of shapes, sizes, and layouts, adapting to a variety of control needs and device form factors. The backlight can also be customized to highlight specific buttons or follow a unique pattern.
Thin and light: Thin film switches are inherently thin and light, making them ideal for space-constrained applications. Adding an LED backlight does not significantly increase overall thickness or weight.
Durability: Film switches are known for their durability and long service life. The use of high-quality materials and precision manufacturing processes ensures reliable performance even under heavy use.
IP Rating: Many membrane switches can be designed with different inlet protection (IP) ratings, making them suitable for use in harsh environments or applications where dust, water or other contaminants may be present.
Easy integration: Thin film switches can be seamlessly integrated into existing product designs, providing a seamless user interface. The backlight can be controlled by a simple circuit or integrated into a larger control system.
Product benefits:
Improved visibility :Membrane switches with LED backlighting are easy to see and read even in dimly lit or dark environments. This improves the user experience and reduces the risk of misoperation.
Enhanced beauty :Membrane switches with LED backlighting is able to customize the backlight color and pattern, increasing the visual appeal of the product and enhancing its overall design, making it more attractive to consumers.
Increased durability: The durability of the film switch, coupled with the protection provided by the backlight system, ensures that the control interface remains functional and reliable for a longer period of time.
Cost-effective: Thin-film switches with LED backlights provide a cost-effective solution for creating visually appealing and functional control interfaces. They can be mass-produced at a relatively low cost, which makes them suitable for a wide range of applications.
Versatility: The customizability of thin-film switches with LED backlights enables them to be tailored to meet the specific needs of a wide range of products and industries. Whether used for home appliances, medical devices, industrial machinery or automotive controls, these switches can be designed to meet requirements.
Energy efficiency: Modern LED technology is highly energy efficient, which means that the backlight system consumes minimal power while providing bright and uniform lighting. This helps to improve the overall energy efficiency of the product.
How Are LED Backlighting Membrane Switch Constructed?
1.Design
Determine the design: First of all, according to the requirements of the LED backlighting membrane switch and customer requirements, determine the appearance design, key layout, backlight effect, etc.
Make drawings: According to the design, make detailed drawings, including the size, shape, conductive pattern of each layer.
2.Materials
Optional materials: Prepare PET substrate, double-sided tape, conductive ink, LED backlight element, light guide plate (if necessary) and other materials required for LED backlighting membrane switch.
Material inspection: Quality inspection of purchased materials to ensure compliance with production requirements.
- Conductive layer
Pretreatment: pretreatment of PET substrate such as cleaning and drying to improve ink adhesion.
Printing conductive patterns: Conductive ink is used to print conductive patterns on the PET substrate that will form the circuit portion of the film switch. The printing process requires precise control of the thickness and uniformity of the ink to ensure good electrical conductivity.
Drying aging: The printed conductive pattern is dried and aged to make the ink solidified and achieve stable conductive properties.
- Backlight components
Prepare the backlight element: according to the design requirements of the LED backlighting membrane switch, prepare the LED backlight element or EL cold light source.
Install the backlight element: Install the backlight element in the appropriate position of the film switch and connect the circuit. If LED backlighting is used, it may also be necessary to drill holes in the PET substrate to install LED light beads, and set up the light guide structure to ensure uniform backlighting.
- Back adhesive
According to the use of the product environment and requirements, choose the appropriate type of back adhesive, such as waterproof, temperature resistance, super bonding, etc. We offer 3M, Crown, Soken, Nitto, Sony, Luxking and other adhesive brands
What Special Features Can Be Incorporated into LED Backlighting Membrane Switch?
Multi-color LED backlight:
Membrane switches with LED backlighting allows designers to select different colors of LED lights according to their needs, such as white, blue, green, red, etc., to create unique visual effects or to meet the lighting needs of different environments.
Dynamic backlight effect:
Membrane switches with LED backlighting are programmed to control the dynamic effects of LED flicker and gradient to increase the attractiveness and interactivity of the product. This effect is especially common in high-end electronic products, game controllers, etc.
Touch sensor and backlight linkage:
Membrane switches with LED backlighting combines touch sensing technology with LED backlighting, which lights up or changes color when the user touches or approaches a specific area, providing intuitive feedback and navigational guidance.
Waterproof and dustproof design:
Membrane switches with LED backlighting through special sealing materials and structural design, so that the membrane switches reach a certain waterproof and dustproof level (such as IP65), adapt to wet, dusty and other harsh environment.
Antistatic and electromagnetic shielding:
Antistatic and electromagnetic shielding materials are added to membrane switches with LED backlighting to protect the internal circuit from electrostatic and electromagnetic interference and improve the stability and reliability of the product.
Personalized graphical interface:
Membrane switches with LED backlighting use advanced printing technology to print personalized graphics, text or logos on the surface of membrane switches to enhance the brand value and recognition of products. At the same time, these graphical interfaces can be combined with LED backlighting to create unique visual effects.
Intelligent control interface:
The membrane switch is combined with intelligent control elements such as microcontroller and sensor to realize complex control logic and human-computer interaction. For example, through wireless communication technologies such as bluetooth and Wi-Fi, the membrane switch is connected to terminal devices such as smartphones or computers to achieve remote control or data transmission.
Long life and low energy consumption:
Membrane switches with LED backlighting select high-quality LED lights and energy-saving circuit design to ensure that the membrane switches can maintain a stable backlight effect and low energy consumption during long-term use.
Flexible and bendable design:
Membrane switches with LED backlighting are made of flexible materials (such as polyimide films) to make them flexible and bendable. This design not only ADAPTS to the needs of control panels of special shapes and sizes, but also improves the portability and durability of the product.
BX Panel LED Backlighting Membrane Switch Technical Information
- Design phase
Determine the design: First of all, according to product needs and customer requirements, determine the appearance design, key layout, backlight effect of the backlight film switch.
Make drawings: According to the design, make detailed drawings, including the size, shape, conductive pattern of each layer.
- Material preparation
Select materials: Prepare the required PET substrate, double-sided tape, conductive ink, LED backlight elements, light guide plate (if necessary) and other materials.
Material inspection: Quality inspection of purchased materials to ensure compliance with production requirements.
- Print conductive layer
Pretreatment: pretreatment of PET substrate such as cleaning and drying to improve ink adhesion.
Printing conductive patterns: Conductive ink is used to print conductive patterns on the PET substrate that will form the circuit portion of the film switch. The printing process requires precise control of the thickness and uniformity of the ink to ensure good electrical conductivity.
Drying aging: The printed conductive pattern is dried and aged to make the ink solidified and achieve stable conductive properties.
- Install the backlight
Prepare the backlight element: according to the design requirements, prepare the LED backlight element or EL cold light source.
Install the backlight element: Install the backlight element in the appropriate position of the film switch and connect the circuit. If LED backlighting is used, it may also be necessary to drill holes in the PET substrate to install LED light beads, and set up the light guide structure to ensure uniform backlighting.
- Glue multi-layer structures
Apply double-sided tape: Apply an appropriate amount of double-sided tape between the layers to be bonded.
Adhesive layer: the panel layer, the surface adhesive layer, the upper circuit layer, the interlayer (isolation layer), the lower circuit layer and the bottom adhesive layer, etc. are bonded together layer by layer in order. During the bonding process, it is necessary to ensure that the alignment between the layers is accurate to avoid misalignment or bubbles.
What Industries Use LED Backlighting Membrane Switch?
Medical industry:
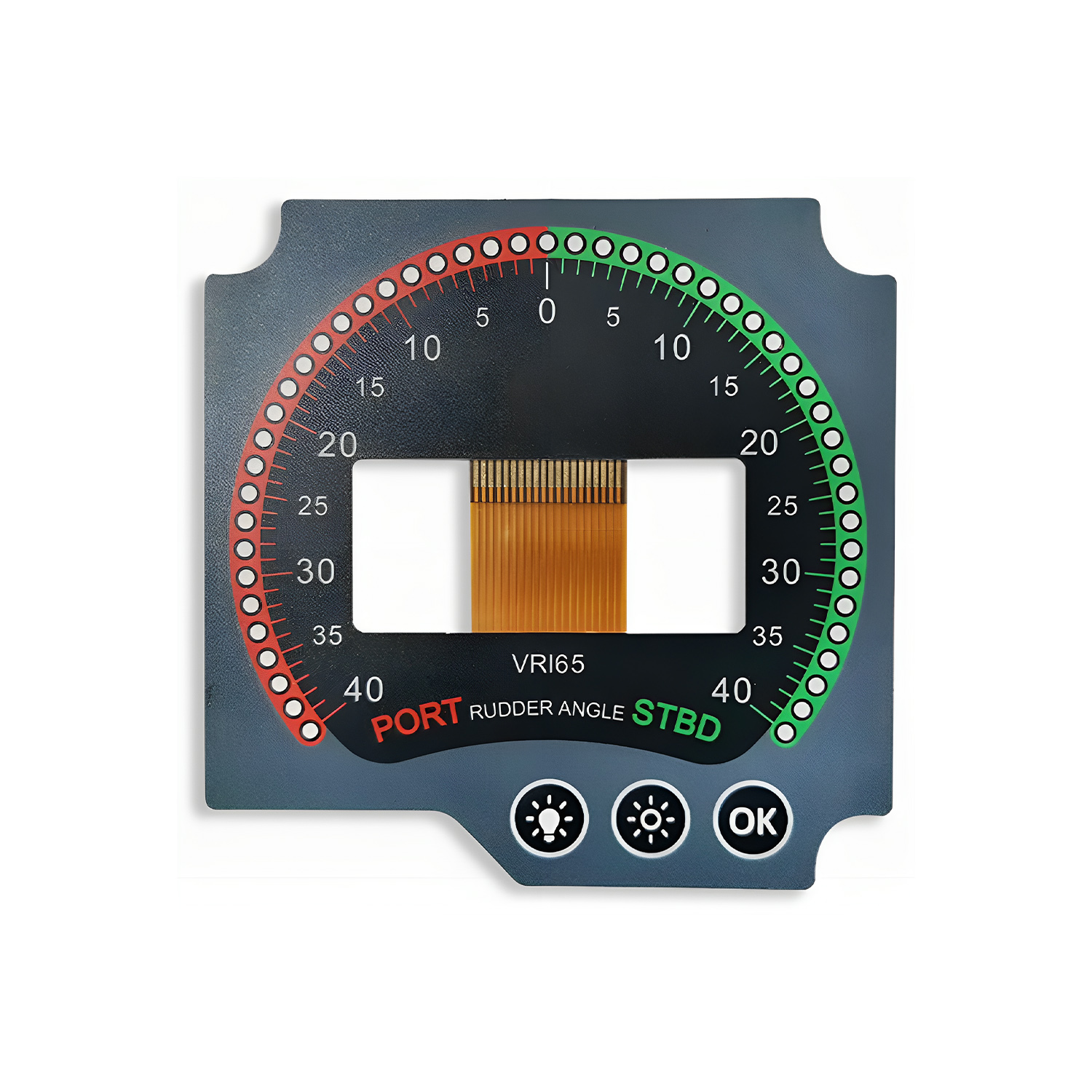
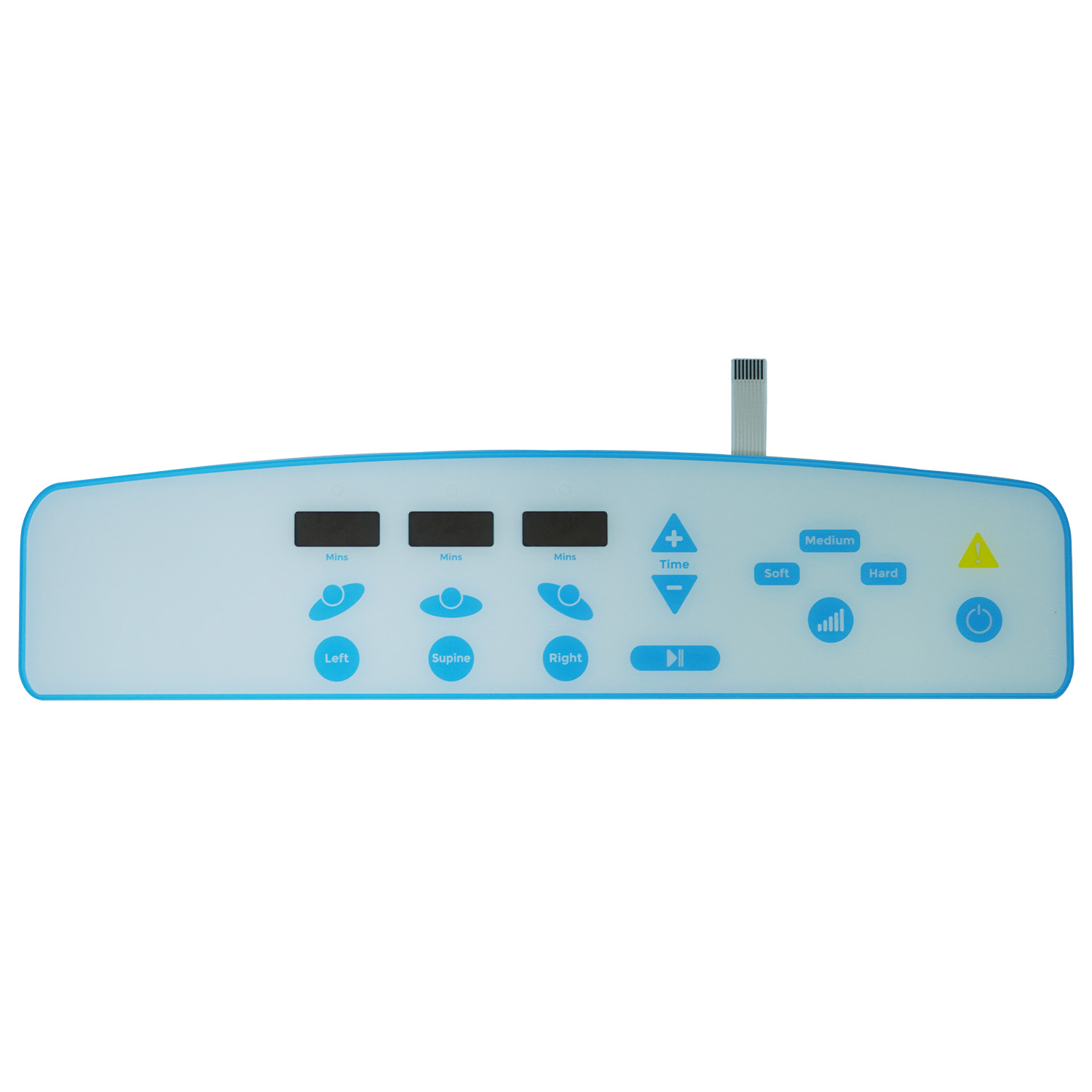
Medical devices often require accurate and reliable input interfaces that are easy to clean and disinfect. Membrane switches with LED backlighting provide a clean and intuitive user interface while also resisting moisture and dirt. They can be customized to meet specific hygiene standards and are commonly used in medical devices such as patient monitors, infusion pumps, and diagnostic equipment.
Industrial Controls and Equipment:
In industrial environments, membrane switches with LED backlighting are used for control panels and operating interfaces. They can withstand harsh environments and provide clear visual feedback even in low-light conditions. This makes them ideal for use in factories, factories and other industrial facilities where reliability and durability are critical.
Automotive industry:
Membrane switches with LED backlighting are also commonly found in automotive applications such as dashboards, steering wheels and center consoles. They offer a stylish and modern look while also being durable in harsh automotive environments. LED backlights can also be used to create a variety of lighting effects and colors that enhance the overall user experience.
Consumer Electronics:
Membrane switches with LED backlighting are popular in consumer electronics such as remote controls, keyboards and touch-pads. They offer a stylish and functional design that is both visually appealing and easy to use. LED backlights can be used to illuminate individual keys or buttons, making them easier to see and operate in dark environments.
Security and access control System:
In security and access control systems, membrane switches with LED backlighting are used for keyboards and other input devices. They provide a clear and secure way for users to enter a password or access a code, while also being visually appealing and easy to use. LED backlights can be used to highlight individual keys or buttons, making it easier for users to see and enter their code accurately.