
This isn’t a hypothetical case study built around idealized specifications. This is a real-world breakdown of an actual batch of ASME A17.1 elevator compliance plates, manufactured right here at our Xiamen facility for a major North American customer.
The order required seven distinct plate types designed for elevator machine rooms and car enclosures. Below is an inside look at what the customer needed, how we translated those strict specifications into our production lines, and how the finished parts performed.
The Customer’s Requirement
Our customer supplies maintenance and compliance documentation products to building owners and elevator service contractors across the United States and Canada. Their clients rely on these plates to pass strict ASME A17.1 safety audits.
The requirements were uncompromising:
- Permanent Legibility: The plates needed to feature clear, unalterable text identifying the field labels.
- Field-Ready Write-On Zones: Technicians needed designated zones to manually record inspection dates, registration numbers, and contractor info using standard markers. These zones had to accept ink cleanly and hold it legibly through years of humidity and grease in a machine room.
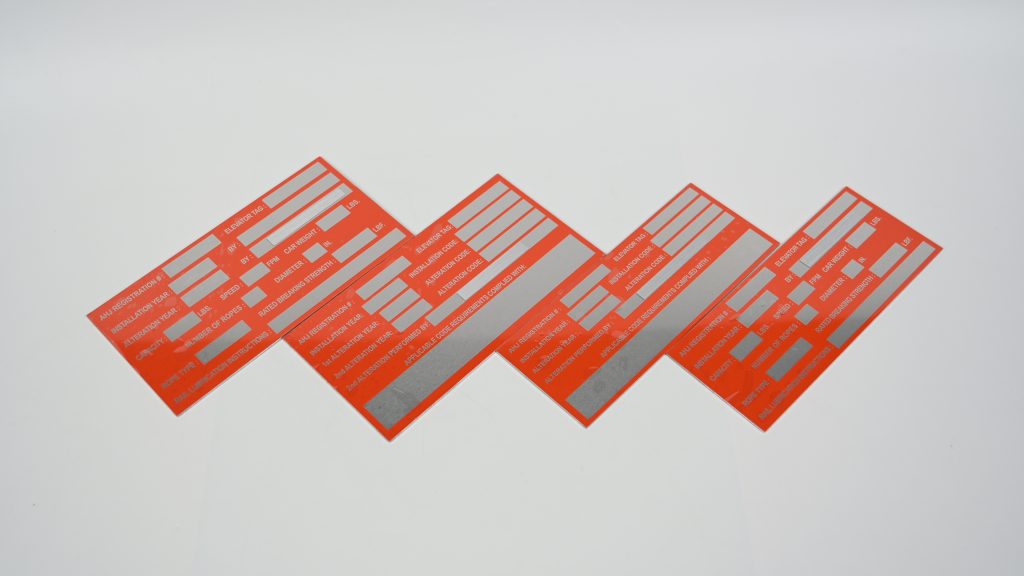
- Strict Color Codes: ASME A17.1 compliance dictates a high-visibility orange-red background for this specific category. The white text had to pop against the red, while the write-on zones needed to be visually distinct so technicians could spot them instantly.
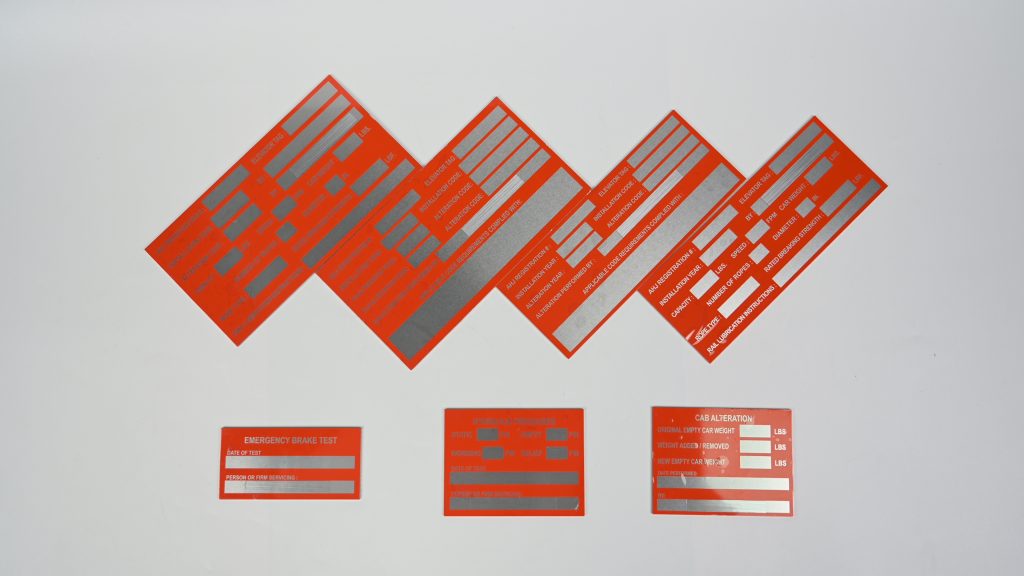
The Seven Plate Types
We manufactured a complete suite of machine room and car enclosure documentation, ensuring every piece matched perfectly as a unified set. The batch included:
- AHJ Registration & Installation Records: The primary ID plates for an installation. We produced two variants (single-alteration and dual-alteration) to track AHJ registration numbers, installation codes, and alteration years.

- Emergency Brake Test Plate: A compact permanent record (approx. 130mm × 80mm) logging the test date and the servicing firm.

- Hydraulic Pressures Plate: Designed specifically for hydraulic elevators to record static/running pressures and relief settings.

- Cab Alteration Plate: A highly detailed plate tracking the original empty car weight, added/removed weight, and the responsible party—mandatory whenever a physical modification occurs in the cab.

Material and Finish Specifications
To survive decades in a mechanical environment, standard printing won’t cut it. We specified 1.0mm anodized aluminum.
- The Orange-Red Background: We utilized Type II sulfuric acid anodization. The red-orange dye is physically introduced into the aluminum’s pore structure and then permanently sealed. The color isn’t painted on the metal; it is inside the oxide layer. It will never chip, peel, or fade, no matter how often it is wiped down.
- The Brushed Write-On Zones: This is the defining engineering feature. Instead of adding a sticker, we masked these zones during the dyeing process. They receive a clear anodized layer over a naturally brushed aluminum surface. This creates a matte silver finish that contrasts sharply with the orange-red background and perfectly accepts standard marker ink.
- High-Contrast Screen Printing: All titles and field labels are screen-printed in white over the anodized surface. For white-on-color applications, high-grade screen printing produces an opaque, crisp edge definition that laser engraving simply cannot match.

The Factory Floor: Our Production Process
- Material Preparation: Aluminum sheet stock is cut, and abrasive media is used to apply a uniform, unidirectional brushed finish across the entire sheet before anodization.
- Precision Anodization: Panels run through the anodization line. Write-on zones are precision-masked to block the orange-red dye, taking only the clear coat. All panels are then sealed simultaneously, resulting in a single, un-laminated piece of metal boasting two distinct finishes.
- Screen Printing: White text is printed using custom screens for each variant. Registration tolerance between the print layer and the un-dyed zone boundaries is tightly held to ±0.2mm.
- Die-Cutting: Plates are stamped to their final dimensions using custom dies. The corner radii are identical across all seven plate types to ensure the set looks cohesive. Dimensional tolerance is locked at ±0.2mm.
- Quality Control: Every single plate passes under controlled lighting for visual inspection, verifying text legibility, zone clarity, and a flawless edge finish before being individually sleeved for international shipping.
Lead Time and Cross-Border Communication
Working with a Chinese manufacturer for North American compliance plates shouldn’t mean dealing with a language barrier or endless revision loops.
For this project, all communication—drawing reviews, material confirmations, and production sign-offs—was handled entirely in English by our engineering team at BX-PANEL. We delivered physical samples just five business days after drawing approval. The entire order went from initial inquiry to full production release in under three weeks.

Contact BX-PANEL
BX-PANEL manufactures custom elevator compliance plates, industrial nameplates, and graphic overlays directly from our physical facility in Xiamen. With over 10 years of export production experience and hundreds of skilled workers, we handle anodizing, brushing, screen printing, laser engraving, and embossing entirely in-house.
- Email: [email protected]
- Website: www.bx-panel.com
- Capabilities: Elevator compliance plate manufacturing, ASME A17.1 compliance plates, custom anodized aluminum nameplates, screen printed metal nameplates, OEM nameplate supply.